18631179189 18533185037

宏图彩票
联系人:吕建星
手机:18631179189
甘肃贤悦环保科技有限公司
联系人:刘经理
宏图彩票手机:18533185037
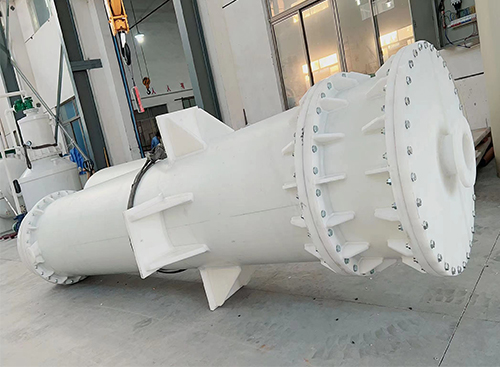
PPH缠绕管冲切法是压力机上的一种冲压剪切方法,通过模具对管材进行切割。
冲切过程
管材冲切的过程如下所示。当压力机的滑块向下移动时,切刀的刀尖会接触管壁,导致管壁发生弹性变形。随着切刀继续向下移动,压力会逐渐增加,当压力达到一定数值时,刀尖与聚丙烯缠绕管的管壁接触部位的材料会发生塑性变形,同时刀尖开始压入材料。随着刀尖的进一步压入,会导致应力和应变高度集中,导致材料瞬间断裂,刀尖随即进入管腔。接着,切刀的侧刃与凹模的侧面开始剪切管壁,直到将管材完全切断为止。
为了避免管材被压扁,一般在凹模处制造少许凸起,使管材在冲切前,先在左右凸起处受到一定程度的挤压,形成一定的反变形(使管壁上部突出),然后再通过切割刀进行冲切,可以减少管材被切割成扁形的情况。
分析管材冲切过程可知,当开始切管时,切屑会向内变形。此时凸模并不起剪切作用,导致pph管管材被压扁,因此应该尽量缩短这个过程。为了实现这一点,切刀曲线的形状宜设计得又细又长,但过于纤细可能会导致易断。另一方面,如果刀刃形状较宽且短,切刀的强度会增加,但切屑容易朝内形成,导致压扁问题更加严重,这对pph管的冲切过程是不利的。因此,合理选择切刀曲线的形状和尺寸,是决定PPH缠绕管冲切成功与否的关键。
2.刀子的外形和大小
宏图彩票根据刀具的类型,刀刃尖应制成宽度为右的尖并呈30度的劈刃。劈刃后面应设计成带有一定形状曲线,pph管在设计曲线形状时应考虑以下因素:切屑力使切屑向外移动以减少压扁现象,刀刃应具有足够的强度,曲线形状易于磨削加工。目前采用的刀曲线多为圆弧形,易于磨削加工并能满足冲切需求,取得了良好效果。实践证明,双圆弧切刀优于单圆弧切刀。这是因为使用双圆弧切刀进行冲切时,管材的上部约有1/4的废料会先被切断并掉入管腔内,有利于后续的冲切操作。

宏图彩票 甘肃贤悦环保科技有限公司
联系人:吕建星 联系人:刘经理
手机:18631179189 手机:18533185037
备案号: